EBSILON®Professional Online Documentation



|
Line connections |
|
|
|
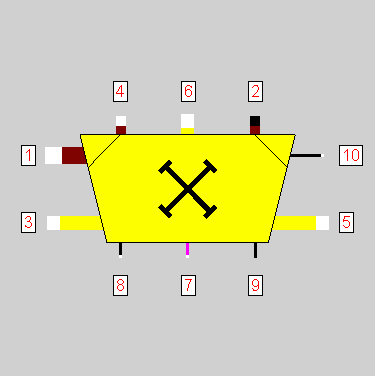
1 |
Hot drying gas inlet 1 |
|
|
2 |
Outlet |
|
|
3 |
Cooling drying gas inlet 2 |
|
|
4 |
Fuel inlet |
|
|
5 |
Sealing air inlet |
|
|
6 |
Air ingress inlet |
|
|
7 |
Electric power inlet |
|
|
8 |
Drying gas mixing specification |
|
|
9 |
Specification TCLASS and MOUTGAS |
|
|
10 |
Specification of the mill rotation speed |
|
General User Input Values Results Characteristic lines Physics used Displays Example
Component 129 is intended for the thermodynamic balancing of a lignite coal mill (pulverizer) with coal grinding and drying process considered. It can be used for the modeling of a beater wheel mill.
The raw coal (specified at PIN 4) is grinded within the mill. The electric power (specified at PIN 6) is used to move the milling plant. The coal dust contacts the mixture of the hot (PIN 1) (normally flue gas) and the cool (PIN 3) drying gas (normally air) and is, therefore, dried (a certain fraction of water in coal evaporates). Finally, the mixture of dried and grinded coal, water steam and drying gas exits the component at PIN 2. In real mills / pulverizers the dust particles are classified by a classifier. The coarse particles are returned to further grinding building an internal circulation within the mill. This circulation is, however, neglected in the stationary computations of component 129. The exactly closed mass balance is presumed. I.e. the sum of all incoming mass flows is equal the mass flow at the outlet (PIN 2).
The mixing temperature of the drying gas 1 and 2 as well as the mass flow of that can be specified at the logical PIN 8.
The PIN 5 is used for the specification of the sealing air fraction penetrating into the component.
The air ingress into the component from the outside is introduced at PIN 6. The penetrating air fraction regarding to the overall gas mass flow at mill outlet can be specified in MIA. The value of MIATMIX corresponds to the penetrating air fraction relevant to the mixing temperature T8.
The component assumes that the raw coal water content corresponds to the value of XH2OB at PIN 4. It is therefore expected that the user specifies only solid material fractions at PIN 4 (no gas or liquid substances make sense). The specified residual water content (RXH2OB) is interpreted also as XH2OB fraction regarding to the solid phase composition at PIN 2 (not regarding to the overall composition at PIN 2!). Thereby the complete solid phase at PIN 2 is taken as a basis for the residual water content without distinguishing between the fine coal and e.g. the ash or unburnt carbon fractions coming with the drying gas into the mill.
Important. There is a deviation from the thermodynamic equilibrium state between the fine coal residual water content and the gas phase at the outlet of the real coal mill. The water in grains remains in the liquid phase although the temperature of gas is higher than the water saturation temperature. The classifier temperature TCLASS is therefore specified at the logical PIN 9. The gas phase at the outlet is assumed to be at T=TCLASS. The temperature of the mixture (gas and solid phase) at PIN 2 may therefore deviate (be less than) from TCLASS depending on the residual water content of the fine coal. The computed temperature T2 is only a theoretical temperature corresponding to the thermodynamic equilibrium state which can not be measured in the real coal mill. The temperature T2 should not be compared to any measured value (e.g. classifier temperature). TCLASS=T9 must be used instead. The classifier temperature computed from the energy balance is available as result value RTCLASS. The outlet temperature T2 corresponding to the desired classifier temperature is available as result value T2FTCL.
Note - Characteristic Lines Related to Nominal Temperature
For the component 129 there is a characteristic line CL_12, which refers to a nominal value of temperature. This is the characteristic line CL_12 for the residual water content of fine coal , which provides the ratio TCLASS / TCLASSN.
Unfortunately, such temperature ratios depend on the selected system of units. In contrast to other units where the conversion is effected only via a certain factor and therefore has no effects on the quotient, in the temperature conversion there is an additive offset whereby the value of the quotient changes.
There is the possibility to specify this characteristic line in other units (°F, K).
Users who prefer other unit systems for the temperature (eg ° F, K) must set the selected temperature unit in the new flag FTNI, because Ebsilon calculates internally with the temperature unit ° C.
Relative heat loss (DQLR) / Load-independent heat loss (QLA)
In the case of the component 129, a relative heat loss can be specified via the specification value DQLR.
In practice, however, the temperature conditions for the mill change only slightly with the load, so that a load-independent heat loss occurs. This can be specified via the specification value QLA. The flag FLOSS serves to define whether the relative or the absolute loss is to be used.
|
FFU |
Mill ON/OFF =0: OFF (If FFU=0, all inlet mass flows and enthalpies are expected to be specified, consequently, the values of FTMIX, FMOUTGAS, FCM and FCMEB are of no =1: ON |
|
FMODE
|
Flag for calculation mode Design / Off-design =0: global =1: local off-design (i.e. always off-design, even if global design mode was selected) =-1:local design |
|
FDP12
|
Pressure build-up calculation (hot side) =0: using DP12N and characteristic field 1 =1: P2 given from outside |
|
DP12N |
Pressure build-up (nominal) |
|
FTMIX
|
Mixing temperature TMIX13 specification =0: computed internally =1: externally at PIN 8 |
|
FMOUTGAS
|
Outlet gas mass flow specification MOUTGAS =0: computed internally =1: externally at PIN 9 |
|
FCM |
Specification gas mass flows =1: MOUTGAS AND MIA specified, M1 AND M3 calculated =2: MOUTGAS AND M3 specified, M1 AND M6 calculated =3: MOUTGAS AND M6 specified, M1 AND M3 calculated =4: MOUTGAS AND M1 specified, M3 AND M6 calculated =5: M1, M3 AND M6 specified (not for FCMEB=0!) |
|
FCMEB |
Mass and energy balance treatment =0: TCLASS given =1: All inlet conditions given, T2/TCLASS calculated |
|
FQEL |
Electric power specification =0: Calculated by Q7N and Characteristic line Q7/Q7N=f(M4/M4N) =1: externally (PIN 7) |
|
MQEL |
Fraction of el. power converted to heat |
|
MIA |
Fraction of penetrating air on MOUTGAS |
|
MIATMIX |
Fraction of penetrating air relevant for TMIX136 (T8) |
|
FLOSS |
Specification of heat losses =0: Specification by DQLR =1: Specification by QLA |
|
DQLR |
Heat loss (relative) |
|
QLA |
Heat loss (absolute) |
|
FREV
|
Mill rotation speed specification =0: from characteristic line REV/REVN=f(M4/M4N) =1: externally (PIN 10) |
|
RXH2OBN |
Residual water content of fine coal nominal |
|
FTNI
|
Unit used for calculation of TCLASS/TCLASSN in CL_12 =0: Celsius |
|
MOUTGASN |
Gas mass flow at outlet (nominal) |
|
VOUTGASN |
Gas volume flow at outlet (nominal) |
|
TCLASSN |
Classifier temperature (nominal) |
|
M4N |
Raw coal mass flow (nominal) |
|
Q7N |
Electric power (nominal) |
| REVN | Mill rotation speed (nominal) |
The parameters marked in blue are reference parameters for off-design, which are calculated by Ebsilon in the design mode. The actual off-design values refer to these parameters in the equations used.
| FCM | 1 | 2 | 3 | 4 | 5 | |
| FCMEB | ||||||
| 0 | Yes (FTMIX=0) | Yes (FTMIX=0) | Yes (FTMIX=0) | Yes (FTMIX=0) | No | |
| 1 | Yes (FTMIX=1) | Yes (FTMIX=1) | Yes (FTMIX=1) | Yes (FTMIX=1) | Yes (FTMIX=0) |
|
CWCB4 |
Computed minimal raw coal XH2OB value expected due to RXH2OB specification |
|
CWCB4DIFF |
Difference of CWCB4 to the spec. raw coal XH2OB value at PIN 4 |
|
DP12 |
Pressure build-up |
|
DP12R |
Reference pressure build-up |
|
Q7CL |
Electric power from characteristic line |
|
RXH2OB |
computed residual water content of fine coal |
|
MOUTGAS |
Outlet gas mass flow |
|
MOUTGASCL |
Outlet gas mass flow from characteristic line |
|
VOUTGAS |
Outlet gas volume flow |
|
QLOSS |
Heat losses |
|
REVCL |
Mill rotation speed from characteristic line |
|
QT |
Heat transferred from drying gas to coal |
|
MOMON |
Relative outlet gas mass flow |
|
VOVON |
Relative outlet gas volume flow |
|
M4M4N |
Relative fuel mass flow |
|
TCTCN |
Relative classifier temperature |
|
REVREVN |
Relative mill rotation speed |
|
RTCLASS |
Computed classifier temperature |
|
T2FTCL |
Thermodynamic equilibrium outlet temperature T2 for desired classifier temperature |
|
Char. lines 1 to 10: Pressure build-up DP12/DP12N = f (VOUTGAS/VOUTGASN) for different REV/REVN |
|
X-Axis 1 VOUTGAS/VOUTGASN 1. point |
|
Char. line 11: Electric power Q7/Q7N = f(M4/M4N) |
|
X-Axis 1 M4/M4N 1. point |
|
Char. line 12: Water content of fine coal RXH2OB/RXH2OBN = f(TCLASS/TCLASSN) |
|
X-Axis 1 TCLASS/TCLASSN 1. point |
|
Char. line 13: Gas mass flow MOUTGAS/MOUTGASN = f(REV/REVN) |
|
X-Axis 1 REV/REVN 1. point |
|
Char. line 14: Rotation speed REV/REVN = f(M4/M4N) |
|
X-Axis 1 M4/M4N 1. point |
|
FFU=1 |
||
|
MF2 - mass flow fine coal at outlet FMODE=0: Q7CL = Q7N FMODE=1: Q7CL = f(Char.line 11) * Q7N P1 - P2 = DP12 (1) If FMOUTGAS=0 If FTMIX = 1 All FMODE M2 = M1 + M3 + M4 + M5+M6 (2) If FCM = 1
|
||
 |
Display option 1 |
Click here >> Component 129 Demo << to load an example.